øôêÎÆÖ¿ÊØ磺ó¼àùçá¥₤°èÆŠÆÎÆû



Åë¤é | TT 5000 | |
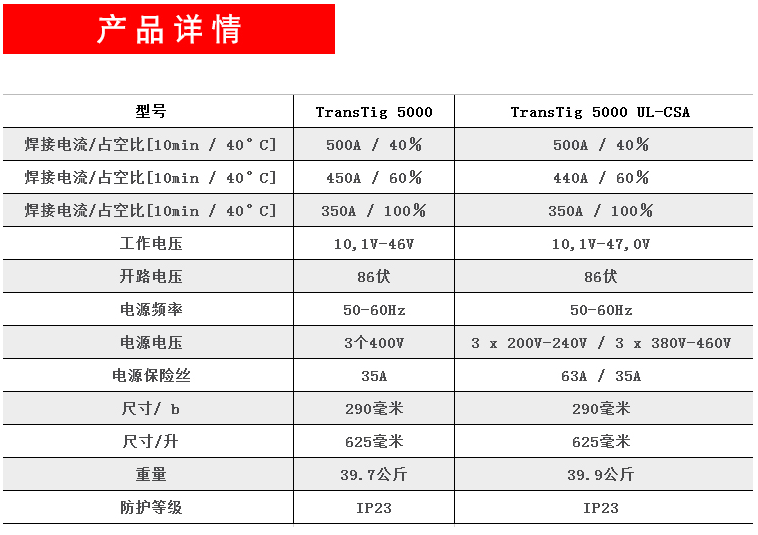
çÓåÇçÓî¿ | 3Àê400 V | |
çÓåÇçÓî¿àïýŸ | +/-15% | |
¿ÎôòØ·ò» | 0.99È´500 AÈˋ | |
Ø»£ÀçÓî¿È´UpÈˋ | 9.5 kV | |
¢íåÄçÓî¿ | 86 V | |
¤¡§ÆçÓê¼ñÑöÏ | TIG | 3-500 A |
MMA | 10-500 A | |
åïåÄôò | 10 min/40ÀÌ 35%d.c. | / |
10 min/40ÀÌ 40%d.c. | 500 A | |
10 min/40ÀÌ 45%d.c. | / | |
10 min/40ÀÌ 50%d.c. | / | |
10 min/40ÀÌ 60%d.c. | 450 A | |
10 min/40ÀÌ 100%d.c. | 350 A | |
¿Êæ¼çÓî¿ | TIG | 10.1-30 V |
MMA | 20.4-40.0 V | |
°ÔÇÓÈ´°ÊÀê¢ÚÀê¡Ô mmÈˋ | 625/290/475 | |
øÄê¢È´kgÈˋ | 39.8 | |

§£Öî£ÃȤò¿ÆûTACòÝȘø£ÅÒØ£çХǢèëõ°èÑ´ÀóÀÀö£È˜Ø·öˆô—°ÍçÓ£Àò¿ê§¡—¤¡°ÄåùÑ₤ÀÂÇÆѽò¿ù■ûú¤É¢šƒëä½åÖØ£À¼óÞȘÇÆѽÅö°èØ£¡—¤¡°ÄÀÈçݤ¡§Æý£Ç½äŸ°ð§Þò¶çáúÃÅëÝÀ¯ÍòÝÀÂTAC¿ÎáÉ´Øýñú°ÈÆÅÆûÀÈ
¡ÔóççУÞȤñú§ÆÇËò§úÃàáÔóççУÞòúØ»£Àçá§ü¥·çËîÀåþÀÈ
æéô§çУÞȤæéô§çУÞÆàóð¢èÆûÆÖû¶¡ÅçáÆÎÆûêšÆ·ÀÈíãèØåÝÉûãåÖHFçУÞóÖ¥ð¢èáÉñÂèºçáçÓÀÅÀÀÇé¡èàéÀÈ